Основные параметры и рекомендуемые режимы
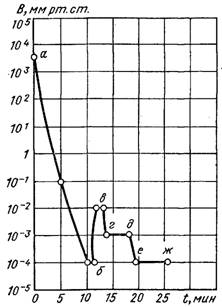
Рис. 2. - Цикл изменения разрежения при сварке сплава Т15К6 со сталью 45.
Подготовка поверхности перед сваркой. Влияние способов подготовки свариваемых поверхностей на прочность соединений при диффузионной сварке исследовали экспериментально.
Сварку проводили при постоянных параметрах: Т = 1000 °С, r = 2 кгс/мм2 и t = 5 мин.
Соединяемые поверхности обрабатывали следующими способами: черновое точение; тонкое получистовое точение; шлифование; полирование. Диаграмма, приведенная на рис. 3, показывает, что при черновой обработке прочность получается недостаточной. При получистовом точении рельеф поверхности более гладкий, что позволило получить прочность соединения на 20% выше. При шлифовании прочность соединения оказалась на 10% меньше по сравнению с тонким получистовым точением. Возможно, при абразивной обработке на поверхность зачищенного металла попадали твердые частицы абразива, которые препятствовали диффузионным процессам.
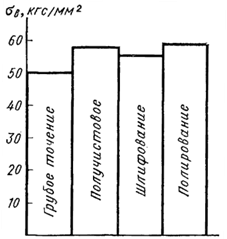
Рис. 3. - Зависимость прочности соединения из стали 45 от механической обработки поверхности перед сваркой.
Прочность соединения при полировании аналогична прочности при получистовом точении. Такое практическое совпадение величин прочности соединений служит хорошим доказательством того, что выбранный режим (температура, давление, длительность выдержки, разрежение) обеспечивает тесный контакт поверхностей заготовок уже при получистовом точении.
Перспективен способ очистки свариваемых поверхностей ультразвуком. Применение ультразвуковых колебаний для очистки свариваемых поверхностей повысило предел прочности сварных соединений при изгибе с 70…80 до 80…130 кгс/мм2.
Другая серия экспериментов состояла в определении прочности соединения в зависимости от способов удаления с поверхности металлов окисных и адсорбированных пленок (масел, жиров, пыли, грязи, краски и т. п.), мешающих сварке.
Жировые пленки удаляли различными способами: протиркой спиртом, ацетоном, бензином (калоша), четыреххлористым углеродом и нагревом в вакууме, травлением в кислотах.
Обезжиривание поверхности позволяет получить более высокую прочность, при обезжиривании четыреххлористым углеродом по сравнению с протиркой ацетоном прочность повышается на 14% (рис. 4); установлено, что при диффузионной сварке наблюдается очистка свариваемых поверхностей под действием нагрева в вакууме.
- Войдите или зарегистрируйтесь, чтобы получить возможность отправлять комментарии