Основные параметры и рекомендуемые режимы
Основные параметры и рекомендуемые режимы
С помощью весьма простых приемов возможно управлять процессом сварки: температурой нагрева деталей, увеличением или уменьшением давления на поверхности контакта, понижением разрежения в рабочей камере, увеличением выдержки деталей при соответствующих температурах, различными способами подготовки соединяемых поверхностей и т. п. Установление соотношений между этими параметрами процесса сварки имеет первостепенное значение для отработки оптимальной технологии.
Зависимость прочности соединения от изменения давления выражается кривой, приведенной на рис. 1. Давление требуется для обеспечения плотного контакта свариваемых поверхностей, что необходимо для взаимного диффузионного обмена атомов свариваемых материалов. Если давление при сварке меньше оптимального, то на границе соединения могут появиться непровары.
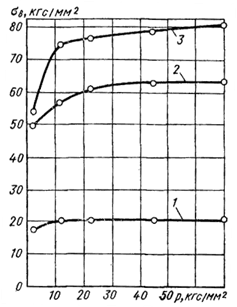
Рис. 1. - Зависимость прочности сварного соединения, полученного при В = 10-4 мм рт. ст., t = 5 мин от давления:
1 - Чугун СЧ 18-36, Т = 900 °С; 2 - сталь 50, Т = 1100 °С; 3 — сталь 4Х14Н14В2М, Т = 1200 °С.
Характер изменения остаточного давления в рабочей камере в процессе диффузионной сварки показан на рис. 2. На создание высокого вакуума в камере затрачивается 10…12 мин, затем начинается нагрев свариваемых деталей. Нагрев деталей приводит к неизбежному выделению растворенных в них газов (участок а - б). Количество этих газов зависит от состава металла и размеров свариваемых деталей. Скорость выделения газов определяется интенсивностью нагрева. При этом давление в камере повышается (участок б - в).
Участок г - д характеризует установившееся давление в камере во время обезгаживания. Процесс обезгаживания можно ускорить за счет повышения температуры нагрева, используя более мощную откачную систему. По окончании обезгаживания происходит уменьшение остаточного давления в камере до 10-4 мм рт. ст. (участок д - е), после чего прикладывается необходимое усилие для сжатия деталей.
Участок е - ж характеризует процесс сварки, продолжительность которого 5…6 мин. По истечении указанного времени нагрев прекращается, давление остаточных газов в камере уменьшается. Усилие сжатия не снимается до охлаждения деталей до температуры 80…150° С. Если давление снять преждевременно, то в случае сварки разнородных металлов может произойти разрыв по линии стыка, а при сварке однородных металлов — снизится предел прочности сварного соединения.
После окончания нагрева с целью исключения окисления деталей на воздухе их следует охлаждать до определенной температуры в камере. Для деталей из черных металлов температура охлаждения не должна превышать 150…200 °С, для цветных 80 °С, для твердых сплавов 100 °С.
- Войдите или зарегистрируйтесь, чтобы получить возможность отправлять комментарии