Техника кислородной резки
Пробивка отверстий. Техника пробивки отверстий в листовой стали имеет свои особенности. При небольшой толщине металла (до 20 мм) и выполнении резки вручную пробивка отверстий внутри контура листа производится резаком. По окончании предварительного нагрева металла до температуры оплавления подогревающее пламя выключается и на время пробивки отверстия включается пуск режущего кислорода плавным открыванием вентиля на резаке, после чего пламя вновь зажигается в раскаленном металле. Такая техника пробивки отверстий исключает возможность возникновения хлопков и обратных ударов.
При пробивке отверстий в металле толщиной от 20 до 50 мм лист следует устанавливать в наклонном положении или вертикально для облегчения стекания шлака. При ручной резке металла толщиной более 50 мм первоначальное отверстие образуется сверлением. Машинная резка допускает возможность пробивки отверстий резаками в металле толщиной до 100 мм. Для этого после нагрева места пробивки до температуры оплавления медленно увеличивают давление режущего кислорода до требуемого значения с одновременным включением перемещения резака (машины) со скоростью от 150 до 600 мм/мин. Благодари такому приему (рис. 3) брызги металла не попадают на торец резака и уменьшается вероятность хлопков и обратных ударов. Отверстия можно пробивать как с контура, так и вблизи его.
Расстояние от торца мундштука до металла следует поддерживать постоянным в процессе резки. При ручной резке это достигается использованием специальных тележек, прикрепляемых к головке резака, а при машинной резке — укладкой листа в строго горизонтальном положении и применением суппортов с плавающей кареткой (в случае обработки неправленных листов). В случае резки листов толщиной до 100 мм расстояние от торца мундштука до поверхности разрезаемого металла должно быть на 2 мм больше длины ядра пламени. При резке стали толщиной более 100 мм и работе на газах-заменителях ацетилена указанное расстояние между торцом мундштука и разрезаемым металлом увеличивают на 30…40 % во избежание перегрева мундштука.
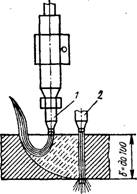
Рис. 3. - Схема пробивки отверстий в листе при резке:
1 — начало, 2 — конец.
- Войдите или зарегистрируйтесь, чтобы получить возможность отправлять комментарии