Особенности образования соединения при сварке трением
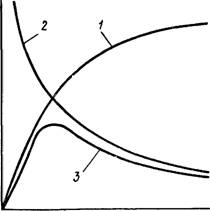
Рис. 2. Максимум кривой моментов (3), как результат нарастания числа «схватываний» 1 и спада 2 прочности «мостиков» в связи с ростом температуры.
К этому моменту металл стыка полностью подготовлен к образованию сварного соединения, но пока продолжается вращение одной детали относительно другой, соединение возникнуть не может. Как только прекращается движение (возникшие уже ранее металлические связи более не разрушаются), начинается образование сварного соединения. По аналогии с кузнечной (горновой) сваркой, нагретый и готовый к свариванию металл необходимо подвергнуть «проковке», т. е. обжать его осевым усилием. Эта, четвертая фаза (вторая стадия) процесса наступает тотчас же после прекращения вращения и продолжается обычно несколько секунд, пока металл стыка не остынет до нижней границы ковочных температур.
Осевое усилие проковки может быть равно усилию при нагреве, но может быть и (во многих случаях, в особенности, когда сварке подвергаются материалы пониженной пластичности) увеличено.
Чаще всего усилие проковки выбирают вдвое большим, нежели усилие нагрева.
Совместное пластическое деформирование металла свариваемых деталей и его течение в плоскости стыка как в стадии нагрева, так и в стадии проковки является одним из основных условий образования прочного соединения.
Пластическая деформация металла в микрообъемах имеет важное значение для течения процесса; благодаря этому явлению происходит перераспределение удельных давлений по сечению в стадии нагрева: нагревшийся металл менее сопротивляется деформированию, чем более холодный, поэтому действующее осевое усилие воспринимается более холодными участками поверхностей трения, вследствие чего они быстрее нагреваются и деформируются. Этим объясняется и то обстоятельство, что участки поверхности трения, расположенные близ оси вращения, температура которых должна была бы быть минимальной, быстро нагреваются почти до тех же температур, что и периферийные участки поверхностей трения (рис. 3).
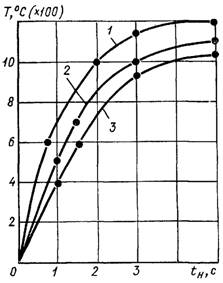
Рис. 3. - Изменение во времени температуры в стыке Т° (t) в точках поверхности трения, различно удаленных от оси вращения:
1) r = 8,5 мм; 2) r = 5 мм; 3) r = 0. Режим сварки: стержни из низкоуглеродистой стали, Æ 20 мм, частота вращения 1000 об/мин, давление нагрева 5 кгс/мм2.
- Войдите или зарегистрируйтесь, чтобы получить возможность отправлять комментарии