Основная схема сварки
СВАРКА ТРЕНИЕМ
Основная схема сварки. Сварка трением является одной из разновидностей сварки давлением. Сварное соединение образуется в твердой фазе, без расплавления металла свариваемых деталей; при сближении поверхностей подлежащих сварке деталей до очень малых расстояний (соизмеримых с между атомными) между ними образуются металлические связи, по своей природе и по величине аналогичные силам взаимодействия между атомами в сплошном куске металла. Получение при этом прочного сварного соединения возможно при условии энергичного пластического деформирования тех объемов металла соединяемых деталей, которые расположены вблизи взаимодействующих поверхностей. Однако пластичность подавляющего большинства металлов и сплавов при комнатных температурах этому условию не отвечает. Для их сварки в твердой фазе требуется искусственное увеличение пластичности материала, например, с помощью нагрева соединяемых деталей до достаточно высоких температур (лежащих, однако, ниже температур плавления).
От других видов сварки давлением сварка трением отличается способом нагрева деталей или, точнее говоря, — способом введения тепла в свариваемые детали. В этом процессе необходимый для сварки нагрев деталей осуществляется путем непосредственного преобразования механической энергии в теплоту благодаря работе сил трения.
Простейшая и наиболее распространенная схема такого процесса показана на рис. 1. Две детали, подлежащие сварке, устанавливают соосно в зажимах машины; одна из них — неподвижна, а другая приводится во вращение вокруг их общей оси. На сопряженных торцовых поверхностях деталей, прижатых одна к другой осевым усилием Р, возникают силы трения. Работа, затрачиваемая при относительном вращении свариваемых заготовок на преодоление этих сил трения, преобразуется в тепло, которое выделяется на поверхностях трения и нагревает прилегающие к ним тонкие слои металла до температур, необходимых для образования сварного соединения (при сварке, например, черных металлов температуры в стыке достигают 1000…1300° С). Таким образом, в стыке, т. е. именно там, где это требуется для целей сварки, действует внутренний источник тепловой энергии, вызывающий быстрый локальный нагрев небольших объемов металла.
В процессе трения пластичный металл стыка выдавливается в радиальных направлениях под воздействием осевого усилия и тангенциальных сил, возникающих в стыке при вращении одной детали относительно другой. Выдавленный металл — грат — имеет характерную для сварки трением форму сдвоенного правильного кольца, расположенного по обе стороны плоскости стыка.
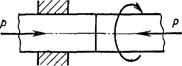
Рис. 1. - Принципиальная схема процесса сварки трением.
- Войдите или зарегистрируйтесь, чтобы получить возможность отправлять комментарии