СТЫКОВАЯ ХОЛОДНАЯ СВАРКА
СТЫКОВАЯ ХОЛОДНАЯ СВАРКА — холодная сварка, используемая для получения сварного стыка. При этом виде сварки соединяемые детали закрепляют в расположенных соосно зажимах. Величина выпущенных концов деталей зависит от площади их поперечного сечения и материала. Создание усилия сжатия вызывает пластическое деформирование свариваемого металла и вытеснение его из стыка. В месте соединения образуется утолщение. В зависимости от конструкции зажимов различают стыковую холодную сварку со свободным и затрудненным истечением металла. Машины для стыковой холодной сварки имеют механизм для зажатия и осадки. Для С. х. с. небольших сечений, например одножильных проводов и проволок, используют ручные переносные клещи (клещи для стыковой холодной сварки). Подготовленные к сварке концы проволок вставляются в клещи и зажимаются откидным рычагом. В процессе пластической деформации металла образуется соединение. На рис. 1 приведены схемы зажимов для стыковой холодной сварки: а — с затрудненным истечением металла; б — со свободным истечением металла. На рис. 2 дана схема машины для стыковой холодной сварки троллейных проводов: 1 — распределительный клапан; 2 — золотники клапана; 3 — клиновые зажимы для защемления свариваемого провода; 4 — подвижная плита; 5 — неподвижная плита; 6 — рабочие цилиндры пресса; 7 — цилиндр пресса для обрезки концов провода; 8 — клапан регулирования давления. На рис. 3 изображены клещи для стыковой холодной сварки.

Рис. 1.
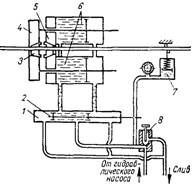
Рис. 2.

Рис. 3.
- Войдите или зарегистрируйтесь, чтобы получить возможность отправлять комментарии