ГАЗОПРЕССОВАЯ СВАРКА
ГАЗОПРЕССОВАЯ СВАРКА, пластическая газопрессовая сварка — сварка давлением, при которой соединяемые части подвергаются местному нагреву газокислородным пламенем до температуры, близкой к температуре плавления, и сжатию осевой силой. Для нагрева используются специальные многопламенные горелки, пламя которых действует на боковые поверхности соединяемых частей, т. е. параллельно плоскости стыка. Различают Г. с. при постоянном давлении и при заданной температуре. В первом случае свариваемые детали сдавливаются друг с другом осевым давлением, которое должно быть постоянным в процессе сварки. Во втором случае детали вначале подвергаются небольшому осевому сжатию, нагреваются до температуры сварки, после чего осевое давление увеличивается и по достижении определенной температуры сварка заканчивается. На рис. 1 схематически изображен процесс газопрессовой сварки при постоянном давлении: а — детали, подготовленные для сварки; б — изделие в процессе сварки (Р — усилие осадки); в — изделие после сварки; 1 — горелка; 2 — подвод и отвод воды для охлаждения; 3 — подвод ацетилена; 4 — подвод кислорода. На рис. 2 приведена многопламенная горелка для газопрессовой сварки. Разъемная головка горелки состоит из двух полуколец — верхнего 1 и нижнего 2 с ввернутыми в них мундштуками. Газ к головке подается от ствола 3. Ацетилен и кислород проходят в смесительную камеру 4, затем в газораспределительную камеру 5 и, разделяясь на два потока, заполняют нижнее и верхнее полукольца головки. На рис. 3 показана схема нагрева деталей пламенем односторонней горелки: 1 — свариваемые детали; 2 — пламя горелки.
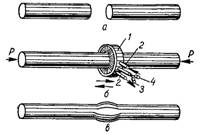
Рис. 1.
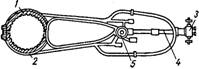
Рис. 2.

Рис. 3.
- Войдите или зарегистрируйтесь, чтобы получить возможность отправлять комментарии