Техника и технология резки
Техника и технология резки
Перед началом резки необходимо очистить металлической щеткой обрабатываемую поверхность металла и подобрать диаметр электрода в зависимости от требуемой ширины и глубины канавки (см. табл. 1).
При включенном напряжении источника электрод направляют в точку начала реза под углом 30…45° к обрабатываемой поверхности, приближают его до соприкосновения с металлом и возбуждают дугу. Одновременно осуществляют подачу воздуха.
Расплавляемый металл выбрасывается под воздействием струи воздуха, вытекающей из сопла резака вдоль электрода. В результате на поверхности обрабатываемого металла образуется углубление в виде канавки. Постепенно перемещают электрод вдоль оси, образуется углубление нужной глубины. Затем перемещают электрод по намеченной линии, поддерживая постоянной глубину канавки. При необходимости получении широких канавок электроду наряду с осевой подачей и движением вдоль реза придают поперечные возвратно-поступательные перемещения.
Ручная разделительная резка выполняется аналогичным образом, но угол между электродом и обрабатываемой поверхностью составляет 60…90°. При толщине разрезаемого металла не менее 20 мм электрод утоплен в разрезаемый метал на всю глубину и равномерно перемещается с образованием сквозного прореза.
При резке металла толщиной более 20 мм электрод равномерно перемещается вдоль линии реза и одновременно совершают поступательно-возвратные движения вверх - вниз. Периодически электрод выдвигают так, чтобы вылет не превышал 100 мм.
Оборудование поста и техника выполнения резки показаны на рис. 1.
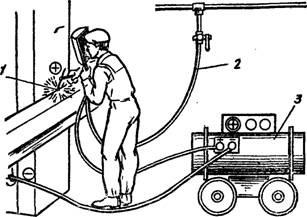
Рис. 1. - Схема комплекта аппаратуры для воздушно-дуговой резки при удалении дефектного сварного шва:
1 - воздушно-дуговой резак, 2 - источник сжатого воздуха (цеховая магистраль), 3 - источник постоянного тока (сварочный преобразователь).
Режимы поверхностной воздушно-дуговой резки приведены в табл. 1, а режимы разделительной резки — в табл. 2.
Таблица 1. - Ориентировочные режимы поверхностной воздушно-дуговой резки (постоянный ток, обратная полярность) низкоуглеродистой и высоколегированной стали
|
Ширина канавки, мм |
Глубина канавки, мм |
Диаметр электрода, мм |
Сила тока, А |
Скорость воздушно - дуговой резки, мм/мин, стали |
|
|
низкоуглеродистой |
высоколегированной 1Х18Н9Т |
||||
|
8 |
14 |
6 |
290 |
300 |
390 |
|
9 |
8 |
6 |
240 |
500 |
640 |
|
10 |
16 |
8 |
350 |
300 |
390 |
|
11 |
12 |
8 |
420 |
500 |
640 |
|
12 |
18 |
10 |
500 |
300 |
390 |
|
13 |
9 |
10 |
410 |
500 |
640 |
Таблица 2. - Режимы разделительной воздушно-дуговой резки низкоуглеродистых сталей
|
Толщина разрезаемого металла, мм |
Сила тока, А |
Давление воздуха, МПа |
Диаметр электрода, мм |
Ширина реза, мм |
|
5 |
200-240 |
0,6 |
4 |
6 |
|
25 |
370-390 |
0,5 |
8 |
10 |
|
25 |
500-580 |
0,6 |
12 |
14 |
- Войдите или зарегистрируйтесь, чтобы получить возможность отправлять комментарии