Особенности образования соединения при сварке трением
Особенности образования соединения при сварке трением
Несмотря на кажущуюся простоту, процесс сварки металлов трением в действительности весьма сложен и многообразен; он подчинен многим закономерностям, так как в нем соседствуют и взаимодействуют такие явления, как тепловыделение и износ поверхностей при трении; непрерывное образование и немедленное же разрушение металлических связей между сопряженными поверхностями в процессе их относительного движения; почти мгновенный нагрев и очень быстрое охлаждение малых объемов металла в присутствии очень больших (достигающих тысячи атмосфер) удельных давлений; упругопластические деформации в микрообъемах выступов шероховатых поверхностей и в макрообъемах слоев металла, прилегающих к этим поверхностям; наклеп и рекристаллизация металла; взаимная диффузия, а также внедрение макроскопических частиц металла одной из свариваемых деталей в тело другой и др.
Теория сварки трением сложна и далеко еще не разработана. Однако выполненные уже исследования позволяют представить качественную картину явлений, происходящих в стыке при сварке.
На рис. 1 показана характерная (экспериментальная) кривая изменения момента сил трения М во времени (так как частота вращения n на протяжении процесса постоянна, то эта кривая в ином масштабе характеризует изменения потребляемой мощности, а площадь, ограниченная ею, соответствующими ординатами и осью абсцисс, — затраченную энергию). Процесс начинается трением покоя М0, затем (в фазе t1) имеет место граничное трение, в результате которого температура поверхностей трения в отдельных точках повышается, эти точки очищаются от окисных и жировых пленок, металл пластифицируется, и между поверхностями трения образуются металлические связи — мостики «схватывания». В процессе продолжающегося относительного движения поверхностей трения эти связи разрушаются, на что расходуется дополнительная энергия. Возрастание в фазе t2 момента (и мощности) трения характеризует вначале бурно растущий процесс увеличения числа мостиков схватывания на поверхностях трения; при этом возрастает и средняя температура; скорость этого процесса со временем затухает (кривая на рис. 2). С ростом температуры возникает другой процесс, характеризующийся кривой 2 на рис. 2, — процесс уменьшения прочности металла и сопротивления мостиков разрушению. Произведение этих двух функций (их считают близкими к экспонентам) обусловливает наличие максимума (кривая 3 на рис. 2); этим обусловлен и максимум на кривой моментов, после которого начинается спад значений моментов (фаза t3) до некоторого установившегося значения. В начале этой фазы появляется интенсивное макродеформирование поверхностей свариваемых деталей с вытеснением металла из стыка в грат соответственно — сближением деталей в осевом направлении (так называемая осадка нагрева). При достижении моментом сил установившегося значения скорость осадки тоже стабилизируется, и наступает «квазистационарное» состояние, начало которого является основанием для прекращения стадии нагрева.
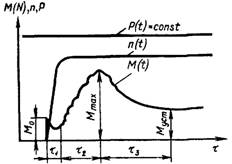
Рис. 1. - Изменение момента сил М (t) в процессе сварки трением.
- Войдите или зарегистрируйтесь, чтобы получить возможность отправлять комментарии