Особенности диффузионной сварки
Особенности диффузионной сварки
Способ диффузионной сварки на современной стадии развития имеет важное народнохозяйственное значение. Он позволил решить ряд сложных технических проблем, создать новые образцы современной техники, новые сложные и точные конструкции приборов и изделий различного назначения. В то же время диффузионное соединение является экономически эффективным технологическим процессом. Он не требует дорогостоящих припоев, специальной сварочной проволоки и электродов. В большинстве случаев отпадает необходимость в последующей механической обработке, отсутствуют дополнительные потери металла, вес конструкции не увеличивается, снижаются эксплуатационные расходы. Способ диффузионного соединения обеспечивает высокое качество изделий, повышает их надежность, позволяет увеличить ресурс работы. Способ предложен, разработан и доведен до промышленного применения проф. Н. Ф. Казаковым.
Диффузионная сварка — разновидность сварки давлением — происходит за счет взаимной диффузии атомов контактирующих поверхностей при относительно длительном воздействии повышенной температуры и незначительной пластической деформации. Если процесс соединения протекает при наличии жидкой фазы, то потребность в давлении отпадает, поскольку происходит предварительное смачивание соединяемых поверхностей жидкой пленкой.
Сварку производят в специальных сварочных установках (рис. 1). Две части детали помещают в вакуумную камеру. Для защиты их от интенсивного окисления и азотирования в процессе разогрева и сварки в рабочей камере обеспечивается вакуум. Источником нагрева служит высокочастотный генератор, сжимающее усилие обеспечивается гидросистемой. После сварки детали охлаждаются в вакуумной камере до комнатной температуры.
При этом способе сварки образование соединения зависит от температуры, давления и времени выдержки.
Температура сварки для однородных металлов, как правило, должна составлять 0,5…0,7 от температуры плавления металла или сплава, а при сварке разнородных — 0,5…0,7 от температуры плавления металлов с более низкой температурой плавления. Такая температура необходима для ускорения взаимной диффузии атомов материалов через поверхность стыка и для обеспечения некоторого размягчения металла, которое способствует более легкому протеканию деформации, смятию неровностей поверхности.
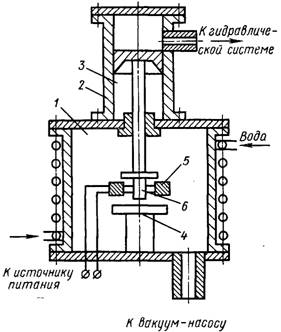
Рис. 1. - Принципиальная схема установки для диффузионной сварки в вакууме:
1 - вакуумная камера; 2 - цилиндр гидропривода; 3 - поршень; 4 - стол для крепления деталей; 5 - индуктор; 6 - свариваемые детали.
- Войдите или зарегистрируйтесь, чтобы получить возможность отправлять комментарии