Атомно-водородная сварка
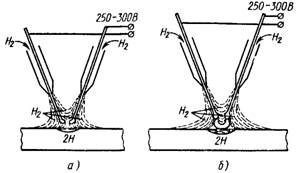
Рис. 2. – Форма дуги:
а – спокойной, б – звенящей.
При атомно-водородной сварке выполняют следующие виды сварных соединений: стыковые с отбортовкой и без отбортовки кромок, угловые, тавровые и нахлесточные. Высоту отбортовки принимаю равной двойной толщине свариваемого листа. Угловые соединения выполняют с применением присадочной проволоки или без нее. При сварке толщин более 3 мм на стыковых и тавровых соединениях рекомендуется выполнять скос кромок под углом ≥ 45°.
Обычно атомно-водородную сварку рекомендуется применять для сварки металлов и сплавов толщиной 0,5…5 - 10 мм. Этим способом хорошо свариваются малоуглеродистая и легированная сталь, чугун, алюминиевые, магниевые сплавы. Хуже свариваются медь, латунь из-за склонности к насыщению водородом и испарению цинка. При сварке алюминия и сплавов на его основе необходимо применить флюсы, состоящие из солей щелочных металлов. Металлы с высокой химической активностью к водороду, например Ti, Zr, Та и др., нецелесообразно сваривать атомно-водородной сваркой.
Атомно-водородная сварка обеспечивает получение сварных соединений со свойствами, близкими к свойствам основного металла.
Техника выполнения швов при атомно-водородной сварке подобна технике газовой сварки, т. е. может быть осуществлена как правым, так и левым методами.
Атомно-водородную сварку можно осуществлять в нижнем и вертикальном положениях, по режимам приведенным в табл. 1.
Таблица 1. - Режимы (ориентировочные) атомно-водородной сварки
|
Толщина листа, мм |
Диаметр электрода, мм |
Сила тока, А |
Средний расход водорода, л/ч |
Рабочее давление водорода, кгс/см2 |
|
До 1 |
2 |
30 |
1200 |
0,055 |
|
» 3 |
40 |
1400 |
0,064 |
|
|
» 5 |
3 |
50 |
1500 |
0,068 |
|
» 6…8 |
60 |
1600 |
0,073 |
|
|
» 8…10 |
4 |
70 |
1750 |
0,080 |
|
Св. 10 |
80 |
1850 |
0,085 |
- Войдите или зарегистрируйтесь, чтобы получить возможность отправлять комментарии